


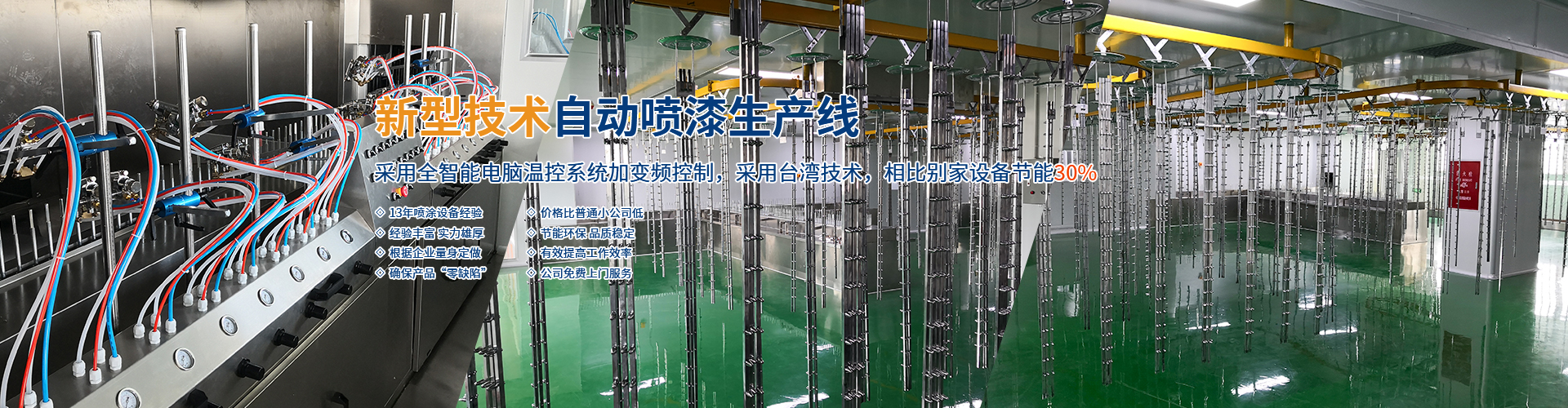
大家知道涂裝設備的結構及工藝是什么嗎?今天,就由創偉達小編為大家講解,請看:

涂裝流水線主要由表面前處理、底漆噴涂、面漆噴涂、烤漆(固化爐)等幾個系統組成。涂裝流水線工件輸送系統采用空中懸掛機械化輸送方式,運行平穩、快速便捷;采用PLC可編程控制,根據生產工藝的實際要求編程控制——實行現場總線中心監控,分區自動實現轉接運行。
涂裝設備安裝現場
前處理設備:噴淋式多工位前處理機組是表面處理常用的設備,其原理是利用機械沖刷加速化學反應來完成除油、磷化、水洗等工藝過程。鋼件噴淋式前處理的典型工藝是:預脫脂、脫脂、水洗、水洗、表調、磷化、水洗、水洗、純水洗。前處理還可采用侵泡和拋丸清理機,適用于結構簡單、銹蝕嚴重、無油或少油的鋼件。且無水質污染。
噴粉系統:粉體噴涂中的小旋風+濾芯回收裝置是較先進,換色較快的粉末回收裝置。噴粉系統的關鍵部分建議選用進口產品,噴粉室、電動機械升降機等部件全部國產化。
噴漆設備:油漆噴涂,采用油淋式噴漆室、水簾式噴漆室兩種,廣泛運用于自行車、汽車鋼板彈簧、大型裝載機的表面涂裝。
烘爐:烘爐是涂裝生產線中的重要設備之一,它的溫度均勻性是保證涂層質量的重要指標。烘爐的加熱方式有:輻射、熱風循環及輻射+熱風循環等,根據生產需要可分單室和通過式等,設備形式有直通式和橋式。熱風循環烘爐保溫性好、爐內溫度均勻、熱損失少,經測試,爐內溫差小于±3度,達到先進同類產品的性能指標。
熱源系統:熱風循環是目前應用較普遍的加熱方式,它利用對流傳導原理對烘爐進行加熱,達到工件的干燥和固化。熱源可根據用戶的具體情況選擇:電、蒸汽、燃氣或燃油等。熱源箱可根據烘爐的情況而定:置于頂部、底部和側部。
涂裝設備安裝現場
電控系統:涂裝、烤漆流水線電氣控制有集中和單列控制。集中控制能采用可編程序控制器(PLC)來控制主機,根據編制的控制程序對各工序進行自動控制,數據采集和監視報警。單列控制是涂裝生產線中最常用的控制方式,各個工序單列控制,電控箱(柜)設置在設備附近,造價低、操作直觀、維修方便。
懸掛輸送鏈:懸輸機是工業流水線、涂裝線的輸送系統,工件吊裝在專用掛具上(承重達10-30KG),進出道岔平滑,道岔根據工作指令由電氣控制進行開合,滿足工件在各處理工位的自動輸送,在強冷室、下件區域內平行積放冷卻,并在強冷區域設掛具識別和牽引報警停機裝置。該積放式懸輸機,具有造價低、承重大、節省場地等優點。
工藝流程:烤漆流水線工藝流程分為:前處理、噴粉涂裝、加熱固化。
烤漆流水線的組成部分
懸掛輸送鏈:懸輸機是工業流水線、涂裝線的輸送系統,工件吊裝在專用掛具上(承重達10-30KG),進出道岔平滑,道岔根據工作指令由電氣控制進行開合,滿足工件在各處理工位的自動輸送,在強冷室、下件區域內平行積放冷卻,并在強冷區域設掛具識別和牽引報警停機裝置。該積放式懸輸機,具有造價低、承重大、節省場地等優點。
工藝流程:烤漆流水線工藝流程分為:前處理、噴粉涂裝、加熱固化。
上掛前品檢
在上線之前對未涂漆之工件進行外觀檢查;有很大一部分是已涂過漆的不良品,要檢查是否可直接噴涂或是要脫除舊漆;脫除舊漆方法,溶劑浸泡清洗或用專用的脫漆劑脫除。
打磨
非必需過程,除去表面粒狀雜質并增加一定粗糙度以增加油漆附著力; 第1遍:400#水砂紙
第二遍;800#水砂紙或更細
烤漆工藝流程
1..刮膩子一定不要貪快求便,可根據不平整程度(一般要求經鈑金處理后,不平整度減少到最l低限度),確定每道膩子刮涂量。刮一遍,干后粗磨一遍,盡快找到基準平面。然后以此平面來刮第二道、第三道。
2.膩層每干透一道,一定要用壓縮空氣吹拂打磨面,將膩子形成的微孔中的粉塵清除,方可刮下一道。水磨完成后再噴涂前,更好烘干一下,至少要用壓縮空氣把表面水分吹干,同時把易存水處的水分吹出。若用抹布抹干,則要隨時注意抹布的清潔程度。

好了,以上就是有關涂裝設備的結構及工藝是什么的介紹,希望可以幫助到大家~
上一篇:涂裝生產線的廢物處理介紹




